《恒塑》mpp电力管来样定制发货及时
- 发布时间: 2024-05-21 04:59:20
- 产品报价: ¥9/米
- 联系人: 王宇彤
- 公司地址: [赣州]郝北镇邓峪村经济开发区
以下是:《恒塑》mpp电力管来样定制发货及时的产品参数
| 产品参数 |
|---|
| 产品价格 | 9/米 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 1000 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1米 |
|---|
| 是否厂家 | 是 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 长度 | 6米 |
|---|
| 颜色 | 黄色 |
|---|
| 结构 | 平整光滑 |
|---|
导读 《恒塑》mpp电力管来样定制发货及时,赣州恒塑管道有限责任公司为您提供《恒塑》mpp电力管来样定制发货及时,联系人:王宇彤,电话:13315125327、13315125327,QQ:871495139,请联系赣州恒塑管道有限责任公司,发货地:郝北镇邓峪村经济开发区发货到赣州。 江西省,赣州市 1998年12月,赣州地区撤地改市。赣州市是“一带一路”重要节点城市、全国性综合交通枢纽、赣粤闽湘四省通衢的区域性现代化中心城市,是革命老区、原中央苏区振兴发展示范区、红色文化传承创新区,国务院支持赣州振兴发展纳入国家重大区域战略。赣州市是江西省保存文物古迹,尤其宋代文物最多的一座滨水城市,有“江南宋城”之誉,是客家先民中原南迁的第一站,是客家民系的发祥地和客家人的主要聚居地之一,全市客家人口占90%以上,世称“客家摇篮”,仍有600余幢客家围屋,被称为“东方的古罗马”,被命名为“国家历史文化名城”、“中国优秀旅游城市”,形成了“红色故都、客家摇篮、江南宋城、生态家园、世界橙乡、堪舆圣地”六大旅游品牌。市境内有瑞金共和国摇篮景区、三百山风景名胜区等景点。
不容错过的《恒塑》mpp电力管来样定制发货及时视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
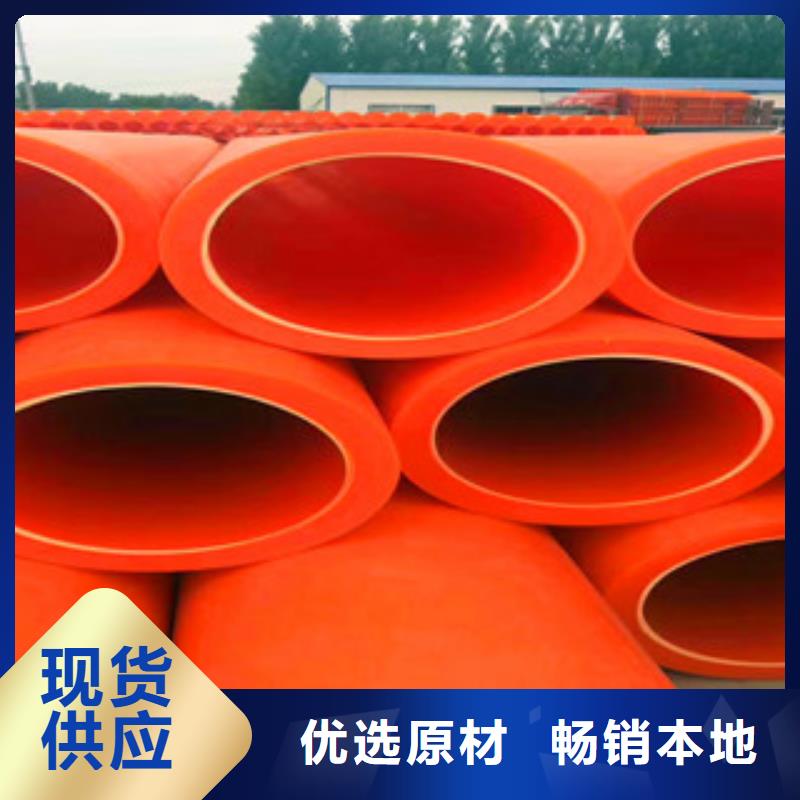
以下是:《恒塑》mpp电力管来样定制发货及时的图文介绍
赣州恒塑管道有限责任公司实力雄厚,重信用、守合同,生产的 螺旋波纹管厂拥有质量保证,逐步朝着具有实力、更专业、更现代化的企业前进,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。如果您对我们的 螺旋波纹管厂感兴趣,请随时拨打赣州恒塑管道有限责任公司热线电话详细了解。





管材两端错位量不应超过管壁厚的10%,时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。3、测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。
二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。
4、当加热板温度达到设定值后,快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。5、将压力减小到规定值,使管材端面与加热板之间刚好保持,继续加热到规定时间2分钟。6、吸热时间达到规定值后,退开活动架,迅速取出加热板。
然后两管端。其切换时间应尽可能短,不能超过规定值。且时的压力不能过大,否则会将熔融物料挤出,造成焊接质量下降。在焊接时,当对接完成后,应立即将其外层翻边去掉观察两对接端面之间熔融物料的多少。



总结 《恒塑》mpp电力管来样定制发货及时,赣州恒塑管道有限责任公司为您提供《恒塑》mpp电力管来样定制发货及时的最新资讯,联系人:王宇彤,电话:13315125327、13315125327,QQ:871495139,发货地:郝北镇邓峪村经济开发区。